

EDGECAM Waveform
Hrubovací strategie Waveform je standardně součástí verze EDGECAMu, bez příplatků!
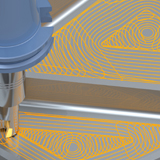
Hrubování Waveform je vysokorychlostní hrubovací strategie udržující konstantní zatížení nástroje díky dodržení jeho opásání ve všech místech hrubovací dráhy. Plynulá dráha Waveform zabraňuje trhavým pohybům a zpomalování stroje, ke kterým dochází při prudkých změnách směru obrábění v běžném hrubování.
Konstantní záběr do materiálu
Přestože na první pohled vypadá koncentrická strategie obrábění mnohem jednodušeji, problém nastává v tom, že nástroj je v každém rohu přetížen, což vede ke zkracování jeho životnosti nebo dokonce k jeho zlomení. Obsluha stroje sice může redukovat rychlost posuvu, tím se však prodlužuje výrobní čas. Díky tomu, že EDGECAM pomocí strategie Waveform udržuje konstantní opásání, může být posuv nástroje na optimálních hodnotách během celého cyklu. Tím se zvýší životnost nástroje a podstatně se sníží riziko jeho poškození.
Způsob generování drah cyklu v technologii Waveform
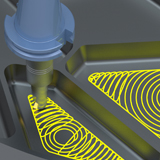
Pro udržení konstantního úběru materiálu používá cyklus filozofii, pomocí které obrábíme plynule „od polotovaru k obrobku“. Tím se snižuje množství přerušovaných záběrů především na vnějších částech obráběných ploch a nástroj je tak s materiálem ve styku delší dobu, bez nutnosti přejezdů. Tradiční cykly generují dráhy pomocí offsetu obráběného tvaru směrem k polotovaru, čímž vznikají ostré rohy a přerušení drah. Při obrábění uzavřených kapes pomocí metody Waveform se nástroj zařízne po kuželové dráze doprostřed kapsy a spirálovou nepřerušenou drahou obrobí celou kapsu až do jejího plného obvodu. Následuje obrobení případného zbytkového materiálu v rozích.
Automatické nastavení rozteče drah
Waveform automaticky upravuje dráhu nástroje tak, aby zachoval konstantní styk nástroje s materiálem, a tedy i úběr materiálu. Při standardním hrubování vnitřních ostrých oblastí se opásání nástroje postupně zvyšuje. Metoda Waveform upraví rozteč mezi drahami tak, aby udržela požadované zatížení nástroje. Při obrábění otevřených tvarů nastavá opačný efekt. Při odfrézování materiálu se zvyšuje rozteč drah nástroje, aby byl na vnějších rozích dodržen maximálně efektivní úběr materiálu při stejném zatížení nástroje.
Plynulé dráhy
Cyklus generuje vlnovitou dráhu nástroje, udržuje konstantní zatížení nástroje a pohonů v řezu při dodržení nastavené rychlosti posuvu. Výsledkem je snížení míry vibrací stroje, nástroje a všech ostatních komponent.
Přejezdy a napojení drah
Přejezdy vycházejí z nastavení rychloposuvů a rychlých posuvů konkrétního stroje, cyklus tak automaticky zvolí nejvhodnější způsob přejezdu na další záběr. Do kratších vzdáleností nástroj přejíždí pracovním posuvem, zatímco pro delší pohyby je využit rychlý posuv a pro dlouhé přejezdy rychloposuv.
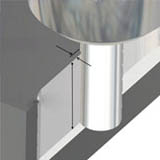
Přejezdy ve hloubce
Při přejezdu v hloubce je pohyb generován automaticky kolem materiálu. Tyto pohyby lze navíc provádět rychlým posuvem s malou výškou přiblížení a eliminovat tím pohyb nástroje přímo po materiálu.
Jednoduché nastavení
Cyklus využívá maximum informací z modelu a z postprocesoru tak, že uživatel zadává pouze tři modifikátory cyklu. Díky integraci do hlavního hrubovacího cyklu v EDGECAMu je použití metody Waveform velmi snadné.
Obrábění plnou délkou nástroje (vysokorychlostní obrábění)
Hrubování Waveform výrazně zlepšuje standardní hrubovací metody tím, že zajišťuje konstantní úběr materiálu. Navíc tato nová strategie otevírá dveře snadnému použití vysokorychlostního obrábění, a to zejména tvrdých materiálů.
Při použití co největší hloubky záběrů se rozkládá zatížení nástroje na větší délku jeho řezné části, čímž se zásadně prodlužuje životnost nástroje. Radiální hloubka záběru je redukována tak, aby byly zajištěny konstantní řezné síly a dobrý odvod třísky z řezu. Čím více tepla se přenese do třísky, tím delší je životnost nástroje.
Níže uvádíme příklady rychlostí posuvů a hloubek záběrů, kterých bylo dosaženo v tvrdých materiálech:
| Materiál | SS1650 uhlíková ocel | 6AL4V Titan |
|---|---|---|
| Nástroj | 10mm čelní stopková fréza | 12mm čelní stopková fréza |
| Hloubka řezu | 20 mm | 20 mm |
| Rozteč drah v % D | 10 % | 10 % |
| Rychlost posuvu | 5700mm/min. | 1270 mm/min. |
| Rychlost | 9500 otáček/min. | 3128 otáček/min |
Zaujal vás EDGECAM Waveform? Kontaktujte nás.